

When drafting PPE bidding specifications for global multinational corporations, discrepancies in mechanical parameters between North American standards (ANSI) and European standards (EN 388) are becoming a high-risk compliance blind spot in international tenders. Many technical bids, due to a lack of in-depth understanding of testing methodologies, result in procured materials failing to provide adequate protection when subjected to high shear stress.
Even more critically, inaccurate classification can trigger a severe ergonomics-related vicious cycle. When subcontractors provide bulky, rigid, low-end protective gear to control costs, workers often choose to work without gloves (non-compliance) due to operational hindrances, frequently resulting in sudden hand lacerations, project downtime, and substantial workers’ compensation claims.
Consequently, blindly pursuing low unit prices can easily lead to a systemic surge in a company’s total cost of ownership (TCO) over the product lifecycle. Precisely integrating differentiated international mechanical performance parameters into your PPE bidding specifications is the fundamental strategy for selecting high-performance cut-resistant work gloves, ensuring full-time compliance in digitalized workshops, and mitigating cross-border legal risks.
The Regulatory Evolution: Why Legacy Cut Standards Fail in Modern Workspaces
With the explosive growth of modern industrial materials science, traditional safety assessment systems are no longer capable of accurately measuring the real risks in today’s workplaces.
The 2016/2018 Pivot: Why EN388 and ANSI Overhauled Their Frameworks
Between 2016 and 2018, international standards committees and the American Society for Testing and Materials (ASTM) jointly undertook a radical overhaul of the old standards. The underlying rationale for this epoch-making transformation lies in the widespread adoption of ultra-high molecular weight polyethylene (UHMWPE) and new composite fibers. The traditional Coupe Test uses a reciprocating circular blade to roll across the fabric surface and count cuts. When faced with these highly tough new materials, the blade undergoes instantaneous physical dulling, resulting in artificially inflated cut resistance ratings. This technical failure compelled the global occupational safety industry to completely abandon the outdated “scratch-based” regulations and fully transition to the era of rigid mechanics dominated by the TDM-100 linear cutting tester.
The Danger of Outdated Spec Sheets in B2B Procurement
However, there is a massive “black hole” in current B2B bulk procurement: many safety directors at multinational corporations are still blindly using bid templates from a decade ago. This significant gap in technical specifications leaves fatal compliance loopholes for subcontractors. They can easily exploit outdated, vague criteria to supply low-cost, bulky personal protective equipment (PPE) with outdated manufacturing processes that merely go through the motions. This not only deprives frontline workers of effective cut-resistant protection but also exposes multinational corporations to massive hidden risks, including labor compliance audits, cross-border legal disputes, and the collapse of supply chain continuity.
Decoupling Testing Methodologies: ASTM F2992-15 (ANSI) vs. ISO 13997 (EN388)
When reconciling technical specifications, procurement executives must understand the physical and mechanical principles underlying these two major international standards.
The Mechanical Physics Behind the TDM-100 Machine Test
The traditional EN388 Coupe Test uses a reciprocating circular blade that rolls across the fabric surface under a fixed pressure of 5 N. This method suffers from severe physical failure when testing modern, high-performance composite cut-resistant liners containing glass fiber or stainless steel wire. High-hardness engineering fibers dull the circular blade in a very short time, resulting in inflated test cycle counts and, consequently, severely distorted high defense ratings.
To eliminate this flaw, the TDM-100 testing machine has become the globally recognized testing standard. It employs a physical mechanical model based on a single linear cut with a sharp blade: a brand-new, sharp straight blade is used for each cut, performing a single cut on the fabric under precise pneumatic loading. This single-stroke physical process perfectly simulates the most dangerous, sudden, high-shear-stress impact and laceration incidents encountered in the workplace, ensuring the absolute accuracy of protective data.
The Metric Divide: Grams of Mass vs. Newtons of Force
Although both major standards systems now embrace the TDM-100 dynamic test, there are underlying differences in the physical formulas used to record and classify cutting data:
North American ANSI/ISEA 105 Standard: Measures the exact grams of mass required to cut through a fabric lining within a 20 mm linear blade stroke.
European EN388 / ISO 13997 Standard: Measures the physical force in newtons required to penetrate the same material.
Due to micro-engineering variables involved in the testing—such as the thickness of the fabric’s rubber coating and the coefficient of friction of the fibers—there is no absolute linear conversion formula between the two. When verifying technical specifications during bidding and tendering, the fundamental gravitational relationship of 1 N ≈ 101.97 g is typically used as the underlying conversion benchmark. Procurement directors must strictly enforce this quantitative threshold to prevent suppliers from exploiting discrepancies in parameter information to engage in low-bid arbitrage.
Deconstructing the EN388 Code Grid: Demystifying the “4131C” Rating String
On the back of gloves bearing the European standard certification, a dense string of codes often determines whether they meet technical standards. We’ll take “4131C”—the most representative benchmark for composite protection in B2B bulk procurement—as an example for an in-depth analysis.
Decoding the Four Mechanical Pillars (Abrasion, Coupe Cut, Tear, Puncture)
The first four digits of this numerical code represent the four pillars of traditional mechanical protection:
4 — Abrasion Resistance: Withstanding ≥8,000 cycles in the Martindale abrasion test to achieve the highest European standard level (Level 4), this is the core foundation for measuring a glove’s full lifecycle durability.
1 — Coupe Test Cut Resistance (Traditional Cut Resistance): Rated at the lowest Level 1. However, this does not mean the gloves lack cut protection; rather, the high-tenacity fibers instantly dull the circular blade, triggering a protective mechanism that automatically shifts the test to the more rigorous TDM test.
3 — Tear Resistance: Withstands a tear resistance of ≥50N, ensuring the glove’s fabric structure does not fail under heavy physical mechanical stress.
1 — Puncture Resistance: Provides a basic puncture resistance of ≥20N, offering essential protection against rough surfaces and debris in the work environment.
The Crucial Fifth Character: Why the Letter ‘C’ Changes the Bidding Game
In modern industrial bidding, the fifth character—the letter ‘C’—is what truly determines whether a technical bid is accepted or rejected. It indicates that the glove can withstand a real-world physical cutting force of ≥ 10 Newtons in the ISO 13997 TDM linear cut test.
Why is this the only modern cut-resistant metric? Because the second digit, “1,” is highly susceptible to data distortion caused by physical interference from cut-resistant fibers (such as glass fibers or steel wires) with outdated Coupe blades. The fifth character, however, represents absolute mechanical data measured on a TDM-100 machine with a fresh blade installed for each test. In the drafting of high-end bid proposals, mandating a specific fifth letter (e.g., the letter “C” perfectly aligns with the U.S. ANSI A3 standard) can completely seal off loopholes where suppliers might substitute inferior products. This is a critical red line for avoiding international legal and workplace injury risks.
The Definitive ANSI vs. EN388 Cut Resistance Cross-Reference Matrix
To eliminate technical uncertainties regarding standard compliance in multinational tenders, supply chain executives need a robust mechanical cross-reference system that can be effectively implemented in engineering applications.
Engineering Data-Driven Mapping for Sourcing Executives
The following multidimensional parameter cross-reference matrix clearly correlates the boundary technical indicators of U.S. and European standards, serving as the foundational data for drafting precise [PPE bidding specifications] and rigorously verifying supplier product specifications:
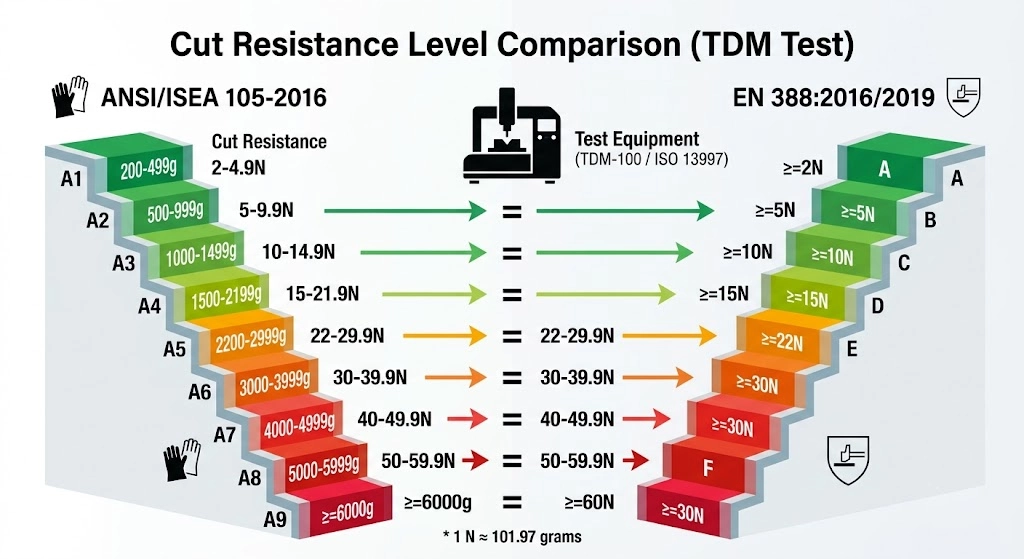
| ANSI Cut Level (ASTM F2992-15) | Blade Threshold Weight (Grams) | EN 388 Cut Level (ISO 13997 TDM Test) | Minimum Cutting Force (Newtons) | Risk Level & Target Industrial Applications |
| ANSI A2 | 500g – 999g | EN 388 Level B | 5 ≥ N | Light duty: General warehouse logistics, material sorting, and scanning. |
| �� ANSI A3 | 1000g – 1499g | �� EN 388 Level C | 10 ≥ N | Precision micro-assembly, electronics manufacturing, light metal trim, and commercial food preparation. |
| ANSI A4 | 1500g – 2199g | EN 388 Level D | 15 ≥ N | Medium-heavy fabrication, automotive body press shops, and aerospace assembly. |
| ANSI A5 | 2200g – 2999g | EN 388 Level E | 22 ≥ N | Heavy manufacturing, glass handling, and sharp sheet metal recycling. |
| ANSI A6 to A9 | 3000g to 6000g+ | EN 388 Level F | 30 ≥ N | Extreme high-risk: Heavy demolition, metal stamping, and knife blade operations. |
The Fabric Rigidity Trap: How Microstructural Needle Beds Impact Ergonomics
When evaluating the long-term wear compliance of high-level cut-resistant gear, purchasers are prone to falling into the “rigidity trap”—focusing solely on protection levels while neglecting the physical stiffness of the fabric.
13-Gauge vs. 18-Gauge Seamless Knitting Engineering
This generational shift in industrial protection stems from microscopic changes in the fabric’s needle bed density (Needle Bed Engineering):
Traditional 13-Gauge Knitting: With low needle bed density, cut resistance relies on the spatial layering of thick-gauge yarns, resulting in gloves as thick as 1.5 mm–2.2 mm—coarse, bulky materials lacking joint flexibility.
Modern 18-Gauge Seamless Knitting: By weaving a significantly higher density of stitches per inch, high-strength cut-resistant composite fibers are precisely locked within an ultra-thin, single-layer lattice. This successfully reduces overall thickness to 0.8 mm–1.0 mm, achieving extreme lightness and thinness without compromising cut-resistance ratings.
Eradicating Hand Fatigue Through the “Second Skin Effect”
This lightweight evolution in microstructure directly results in the ergonomic “Second Skin Effect.” High-density knitting perfectly conforms to hand movements, providing fingers with “zero-resistance tactile feedback”—akin to bare hands—and superior manual dexterity.
On a physiological level, it eliminates hand fatigue caused by workers having to constantly fight against the rebound force of thick fabrics during prolonged flipping and gripping motions; on a psychological level, it eliminates the risk of safety violations caused by workers frequently removing their gloves without authorization due to them being “bulky and affecting operational precision.” This dual safeguard significantly increases on-site wear compliance rates, cutting off at the source—from a behavioral safety perspective—all trigger-type laceration accidents caused by non-compliance.
Beyond Cut Levels: The Critical Multi-Standard Ecosystem in Global Tenders

In centralized procurement for multinational supply chains, a single cut resistance rating (Cut Level) often fails to provide a comprehensive defense system. Globally compliant tender templates must expand their scope to encompass a multi-dimensional, multi-standard certification ecosystem.
CE CAT. II Compliance and Legal Liability Shields
When multinational corporations draft global technical bid proposals, focusing solely on cut resistance performance can create significant legal vulnerabilities. Compliant bid proposals must mandate that products obtain CE CAT. II (Category II Intermediate Risk) certification through independent third-party audits conducted by EU Notified Bodies. This serves as a crucial shield for multinational corporations to mitigate the risk of international workers’ compensation litigation, ensuring that procured equipment fully complies with statutory safety and health directives in major global trade regions.
Food Approval Protocols (The Glass & Fork Icon) for Critical Environments
In environments such as semiconductor cleanrooms, high-cleanliness pharmaceutical manufacturing, and fresh food processing, the international “Glass & Fork” food-grade certification is a non-negotiable technical requirement. This certification ensures, through rigorous material safety and migration testing, that the polymeric materials and plastic additives in the fabric or coating of gloves exhibit zero chemical migration even under frequent and prolonged contact, thereby eliminating cross-contamination of expensive industrial products, precision components, or the food supply chain.
Dermatological Integrity: OEKO-TEX® Standard 100 and DMF-Free Requirements
As evidenced by the product specifications in the referenced file image_d608df.jpg and the certification icons at the bottom, modern high-end technical standards are making skin and ecological safety mandatory criteria. Traditional low-end coated gloves often contain high concentrations of the harmful solvent dimethylformamide (DMF) during production, which can easily lead to widespread outbreaks of contact dermatitis among factory workers.
By mandating OEKO-TEX® Standard 100 certification, 100% DMF-Free, Solvent-free, and Odorless (as shown in the core ecological parameters in image_d608df.jpg), labor skin health crises caused by chemical toxins at the source of manufacturing. This effectively eradicates the risk of work stoppages due to potential occupational diseases in the workshop, offering significant financial cost-saving benefits for the company.
Capacitive Touch Screen Integration and Behavioral Safety
Modern digital workshops are filled with human-machine interface (HMI) touchscreens, industrial tablets, and smart devices. If cut-resistant gear is not compatible with capacitive touchscreens, frontline blue-collar operators may habitually remove their gloves when frequently entering production data. By incorporating permanent conductive fibers into the knitting process (Capacitive Touch Screen Integration), workers can seamlessly operate various digital devices without exposing their hands to any risk. This process significantly enhances the behavioral safety model and ensures round-the-clock compliance with protective measures on the shop floor.
Material Science Breakdown: The Chemistry of Protective Coatings
When drafting high-standard technical proposals, in addition to considering the cut resistance rating of the lining, the material chemistry of the palm-dipped protective coatings also determines the equipment’s ultimate performance under complex workshop conditions.
PolyMAX® Ultra-Thin Polyurethane: Micro-Grip in Precision Workflows
As an advanced dip-coating process tailored for precision operations, the technical advantages of the PolyMAX® palm-coated technology stem from the physicochemical properties of its microporous polyurethane polymer lattice. After curing, this microscopic mesh matrix forms countless micron-scale honeycomb-like openings that generate a “micro-suction cup” effect when in contact with the workpiece surface.
The underlying principle is that, whether in dry conditions or in slightly damp environments with trace amounts of water or cutting fluid, these micro-pores utilize capillary action to rapidly disperse and channel surface fluids, thereby establishing direct physical contact between the fingertips and the workpiece and maintaining extremely high gripping torque. At the same time, this open-cell polymer lattice eliminates the fully enclosed thermal barrier of traditional coatings, allowing sweat and heat generated by the skin to diffuse freely. This achieves true 360° air permeability, maintaining an exceptionally dry and comfortable experience even during prolonged, high-frequency operations.
Nitrile Micro-Foam vs. Natural Latex under High Shear Stress
To assist procurement executives in accurately selecting the appropriate coating specifications for bids based on chemical exposure and physical friction conditions on the shop floor, it is essential to conduct a comparative mechanical analysis of the performance of mainstream nitrile micro-foam and natural latex coatings under shear stress:
Nitrile Micro-Foam (nitrile micro-foam coating): Thanks to its highly cross-linked long-chain hydrocarbon molecules, nitrile exhibits exceptional resistance to oils and solvents. In machining and automotive assembly lines filled with mineral oils and cutting fluids, nitrile micro-foam effectively resists swelling and chemical degradation of the polymer coating caused by oils and greases, maintaining high mechanical grip and peel resistance even under heavy oil contamination.
Natural Latex (Natural Latex Coating): Possessing extremely high natural polymer elasticity and shear strain recovery, this material demonstrates superior tear resistance when subjected to high-frequency tugging on rough workpiece surfaces with burrs. However, natural latex is highly susceptible to swelling, softening, and degradation when exposed to petroleum-based non-polar solvents.
By analyzing these material properties, procurement directors should decisively specify nitrile microcellular specifications in bid documents when assembling oil-contaminated components. Conversely, for heavy infrastructure projects or the handling of rough castings in oil-free environments, they should prioritize natural latex dipping specifications to ensure precise alignment between technical specifications and actual workshop conditions.
SQG® Multi-Certified Precision Lineup: Aligning Global Standards with Factory Floors
Through a thorough reconciliation of mechanical parameters and a multi-dimensional compliance ecosystem, the ultimate goal of multinational procurement must be anchored in a standardized product lineup. Leveraging a precision materials matrix, SQG® translates all the core international certifications discussed earlier into quantifiable shop-floor productivity.
The Precision Workhorse: SQG® K3-618 (ANSI A3/C & EN388 4131C)
Micro-Technical Architecture: Perfectly meets the technical standards’ demand for high fingertip sensitivity. The K3-618 utilizes an ultra-thin, high-density 18-gauge seamless-knit TekArmor® lining, successfully reducing palm thickness to the absolute minimum and providing operators with near-bare-hand fingertip dexterity.
Multi-Dimensional Certified Compliance: Perfectly replicates the comprehensive certification standards of image_d608df.jpg. The gloves fully meet the dual high-level cut-resistant standards of ANSI A3 and EN388 4131C; simultaneously, they seamlessly integrate Food Approval (food-grade certification) and OEKO-TEX® Standard 100 skin-friendly certification; It is 100% DMF-free, silicone-free, solvent-free, and odorless, and feature permanent touchscreen compatibility along with high-frequency, repeated washability.
Application Scenarios: Custom-designed for digital workshops, precision electronic micro-assembly, semiconductor cleanrooms, and centralized procurement in the food supply chain with stringent chemical migration control requirements.

The Heavy-Duty Armored Shield: SQG® K7-682 (ANSI A7/F)
Specifications and Applications: A heavy-duty shield designed for high-risk conditions in heavy industry. The K7-682 innovatively combines a high-strength, high-elongation TPR impact-resistant backplate (TPR on the back). This architecture not only meets the extreme shear stress requirements of ANSI A7 / EN388 Level F but also effectively dissipates the impact energy generated by sudden external mechanical impacts, making it the ideal choice for heavy machinery, pipeline machinery, and heavy construction.
The Extreme Hazard Guardian: SQG® K9-610 (ANSI A9/F)
Specifications and Applications: The ultimate protective barrier against severe laceration risks. The K9-610 features a 15-gauge special high-density long-chain polymer fiber blend matrix. Its cut and tear resistance far exceeds the limits set by U.S. standards, earning it the top-tier ANSI A9 certification. It is specifically designed for extreme shearing conditions with high risk of injury, such as handling large automotive flash, heavy-duty metal recycling, penetration by severed steel wires, and the installation of architectural glass curtain walls.
The Cost-Engineered Standard: SQG® B6-311T (ANSI A6/F)
Specifications and Applications: The ultimate in abrasion resistance, custom-designed for corporate cost control and bulk procurement. Featuring a classic 13-gauge heavy-duty HPPE weave, its core innovation lies in the addition of a highly abrasion-resistant reinforced thumb crotch patch. While maintaining the rigid physical protection of ANSI A6, the B6-311T structurally reinforces high-wear, high-frequency friction zones, extending the actual wash-cycle lifespan of single and double-layer garments several times and significantly reducing the total cost of ownership (TCO) for multinational corporations.
Industry Blueprint: Customizing Bidding Specifications for Specific Sectors
The unique operational conditions of different industrial sectors mean that technical bid documents cannot rely on a one-size-fits-all template. Procurement directors must establish differentiated technical thresholds for materials based on the physical and environmental risks specific to each industry.
Case 1: Automotive Assembly & Heavy Metal Stamping
In automotive assembly and heavy metal stamping workshops, frontline blue-collar workers are frequently exposed to a combination of physical hazards, including high shear forces, sharp steel burrs, and heavy-duty, high-torque tools.
Consequently, B2B bid specifications for this sector must strictly mandate rigid cut-resistant protection meeting ANSI A4 / EN388 Level D or higher. Additionally, given the high frequency of mechanical crushing and impact hazards in these workshops, bids must explicitly require TPR impact armor on the back of the hand to effectively dissipate sudden impact energy. Furthermore, to prevent workpieces from slipping out of the hand due to cutting oils or rust-preventive oils, the technical specifications must explicitly require a specialized rubber-coated process featuring high-stability, oil-resistant grip, ensuring full compliance with safety protocols at all times in heavy-duty industrial environments.
Case 2: Cleanroom Electronics & Hygienic Food Supply Chains
In contrast, high-precision cleanroom electronics and hygienic food supply chains focus on two core challenges: “extreme tactile sensitivity” and “zero cross-contamination.”
In these highly clean environments, the cut-resistance requirements in technical specifications can typically be precisely set to the exceptionally well-balanced ANSI A3 / EN388 Level C (as demonstrated by the flagship product SQG® K3-618 analyzed earlier), thereby enabling top-tier manual dexterity. However, regarding safety compliance, technical specifications must strictly enforce a “one-strike-and-you’re-out” policy: categorically rejecting any PPE that lacks Food Approval certification or contains residual volatile harmful solvents such as DMF (dimethylformamide). Bids should align with green procurement trends by prioritizing eco-friendly protective solutions such as bio-based PU coatings and recycled polyester liners, ensuring zero chemical migration during prolonged and frequent contact to fully safeguard the purity of the final product.
FAQ: Navigating ANSI vs. EN388 Discrepancies in Tenders
In the final stages of international bulk commodity procurement, safety directors and procurement executives typically address the last remaining concerns in technical bid audits through the following key technical Q&A.
Q1: Can a glove be certified as ANSI A3 but only achieve an EN388 Level B rating?
Absolutely. This discrepancy between standards primarily stems from differences in the parameter thresholds and microscopic physical mechanics of the two standards when the TDM-100 testing machine evaluates marginal ranges.
The U.S. standard strictly records grams of mass, while the European standard measures physical force in Newtons. During the microsecond-long cutting action of a straight blade against the fabric, dynamic friction resistance arises between the molecular structure of the glove’s rubberized coating and the fiber substrate. This nonlinear mechanical feedback prevents gloves that fall on the borderline between different levels from achieving an absolute linear conversion across the two standards. Therefore, when drafting technical specifications, it is essential to require suppliers to provide clear mechanical cross-verification test reports.
Q2: Why should modern 18-gauge gloves be chosen over traditional, thick 13-gauge variants for high-cut protection applications?
This relates to a fundamental materials revolution in the field of modern protective gear. Traditional 13-gauge gloves rely solely on increasing the fabric’s macroscopic thickness and weight to provide crude protection against cuts, which can easily lead to hand fatigue and reduced compliance.
In contrast, the TekArmor® engineered polymer cores developed by SQG Laboratories have fundamentally overturned this outdated approach at the molecular level. When the gloves encounter high-pressure physical cutting in the field, these long polymer chains—woven through a high-density 18-gauge needle bed—undergo a physical deformation known as “dynamic slippage and lattice locking” within microseconds. This mechanism instantly dissipates localized concentrated shear stress throughout the entire fiber network. As a result, the gloves maintain extreme thinness and manual dexterity while providing robust physical defense against severe high-stress cutting forces.
Q3: Does commercial laundering degrade the multi-standard certifications of TekArmor® gloves?
Not at all. From the perspective of return on investment (ROI) for bulk purchases by large manufacturers and supply chain cost reduction, this is precisely the core advantage of high-end cut-resistant equipment.
TekArmor®’s specially modified polymer fibers offer exceptional structural stability and chemical inertness. Under standard 40°C commercial laundering processes, the internal crystal lattice of the cut-resistant molecular chains maintains zero structural degradation. Unlike traditional work gloves or leather gloves, which are prone to shrinking, hardening, and cracking after repeated washing, SQG’s specialty fibers retain their original multi-dimensional compliance certification markings (such as food-grade and CE certifications). This significantly extends the workshop service life of single- and double-layer gloves, substantially improves inventory turnover rates, and consequently significantly reduces the enterprise’s total cost of ownership (TCO) over the entire lifecycle.
Global Sourcing Gateway: Access Compliant Bidding Templates
To accelerate the centralized procurement cycle for multinational enterprises and ensure compliance across regions, the SQG® International Centralized Procurement and Supply Chain Logistics team has established a standardized technical reconciliation channel for global procurement officers, helping companies safeguard against risks and maintain financial compliance during global supply chain integration.
Streamlined Supply Chain Integration for Enterprise Procurement Officers
Multinational Industrial PPE Technical Bid Template & Free Sample Pack Request Portal (Direct from Manufacturer)
Optimize your [PPE bidding specifications] process and eliminate legal and safety vulnerabilities in cross-border supply chains. Please submit your annual procurement plan or technical bid requirements via the online portal below:
One-Click Download: Request the latest “Multinational Industrial PPE Standardized Bid Template (Compliant with ANSI/EN388 Dual Standards)” now, featuring a comprehensive mechanical performance comparison grid and multi-dimensional eco-certification compliance clauses.
Apply Online for a Free Sample Pack: For multinational corporations, factory end-users, and wholesalers eligible for bulk procurement, SQG® offers a direct-from-factory free sample pack application channel. This includes the full range of core protective flagship products—[cut-resistant work gloves]—for on-site compliance and ergonomic testing.
Seamless Reconciliation and Integration Services: Our dedicated SQG® international procurement logistics team provides one-on-one support for seamless reconciliation of technical specifications in bid documents, offering a one-stop solution that integrates international multimodal transport, cross-border customs clearance, and warehouse compliance.




