

Today, as the global manufacturing industry faces stringent Scope 3 carbon emissions audits and strict ESG green procurement targets, supply chain executives and EHS directors are often plagued by “compliance anxiety”: Do safety consumables marketed as “green and eco-friendly” necessarily compromise protective performance and reduce grip? In work environments with extremely high risks of workplace injury claims, coating slippage or damage translates into costs that companies cannot afford.
However, the new generation of Bio-Based PU Coatings has completely transformed this landscape. Not only do they help companies meet green audit requirements, but they also utilize advanced microporous fluid dynamics design to give gloves unparalleled microporous grip. Precisely integrating these cut-resistant work gloves—which combine robust protection with low-carbon attributes—into procurement specifications has become the ultimate productivity solution for modern digital workshops to ensure round-the-clock compliance.
The Green Sourcing Paradigm Shift: Why ESG & Scope 3 Audits Are Reshaping the PPE Market
In today’s global industrial procurement landscape, a profound shift in the supply chain paradigm is quietly taking place. In the past, when companies centralized their procurement of personal protective equipment (PPE), core decision-making often revolved solely around unit price and basic levels of physical protection. However, with unprecedented global regulatory pressure on sustainability, ESG compliance and green supply chains have officially evolved from mere “public relations bonuses” for companies into “mandatory entry requirements” for multinational giants when screening core suppliers. This shift in macro-procurement trends is powerfully reshaping the entire occupational safety and protective equipment market.
Demystifying Scope 3 Carbon Emissions in B2B Supply Chains
To thoroughly analyze the underlying logic of this supply chain transformation, we must first demystify Scope 3 carbon emissions. In the carbon accounting framework of B2B supply chains, a company’s greenhouse gas emissions are strictly categorized into three scopes: Scope 1 and Scope 2 focus on direct emissions from the company’s own operations and indirect emissions from purchased energy, respectively; Scope 3 carbon emissions, however, are the most rigorous, extending the audit’s reach to cover indirect emissions across the entire upstream and downstream value chain—which explicitly includes all goods and logistics materials procured by the company.
For multinational manufacturing, automotive assembly, and electronics contract manufacturing giants, the carbon footprint of routine PPE—such as industrial cut-resistant gloves, which are consumed in massive quantities and replaced frequently—is directly included in the buyer’s own total Scope 3 emissions throughout the product’s lifecycle. If procurement departments continue to blindly purchase traditional, high-carbon, petroleum-based gloves, this will directly increase the company’s overall carbon audit burden and may even trigger compliance crises. Consequently, savvy global sourcing directors have recognized that replacing protective equipment with low-carbon, eco-friendly alternatives at the source is a strategic path to rapidly and cost-effectively reduce the embedded carbon in the supply chain.
The “Green Sacrifice” Myth: Overcoming Safety Directors’ Deep-Rooted Biases
However, in practical implementation on the industrial front lines, the promotion of green PPE often encounters strong resistance from shop floor safety officers and EHS (Environment, Health, and Safety) directors. This resistance stems from a long-standing traditional bias in the safety community known as the “Green Sacrifice”: many on-site managers subconsciously equate eco-friendly, bio-based, or renewable materials with “low quality, rapid wear and tear, and reduced protection.”
In harsh industrial environments, there is no room for compromise when it comes to safety. The deep-seated anxiety among on-site safety officers is this: Will the coatings on gloves made from eco-friendly materials experience sudden slippage or delamination when exposed to high shear stress or slippery steel plates covered in cutting fluid or stamping oil? Under prolonged, high-intensity mechanical friction, will the knitted liner tear prematurely? If these “environmental shortcomings” at the micro-mechanical level lead to severe hand lacerations among frontline workers, it will not only result in costly workers’ compensation claims and financial disputes but also trigger project downtime and rigorous labor compliance audits. This stereotype, deeply rooted in behavioral safety theory, constitutes the primary psychological barrier preventing low-carbon protective gear from entering core production areas.
Evolution of Technical Bids: Balancing Worker Protection with Corporate Decarbonization
To break the deadlock between environmental protection and safety, multinational corporations are undergoing a profound paradigm shift in their technical bids as they draft tender specifications. Outdated bid templates that have been in use for a decade are being rapidly phased out by major multinational corporations, replaced by a new dual-threshold model that seamlessly integrates “robust worker protection” with “corporate decarbonization.”
In modern, high-end B2B tender documents, procurement specifications no longer permit suppliers to engage in aggressive bidding through predatory low-price strategies. Instead, clear, multidimensional technical red lines have been established:
Physical Red Line: Bid products must provide original test reports from authoritative laboratories to self-certify full compliance with the stringent mechanical and physical performance metrics required by ANSI and EN388 for high-risk working conditions.
Environmental Threshold: Bid products must also pass quantifiable environmental self-certification, such as clearly labeling the bio-based carbon content percentage of Bio-Based PU Coatings and providing dermatological safety certification confirming 100% DMF-Free (no harmful solvent residues).
This evolution in technical bid specifications has successfully transformed corporate social responsibility (ESG) into quantifiable procurement contract terms, compelling the entire safety protection manufacturing chain to shift from crude price competition toward a green, high-tech race in advanced materials science.
Unveiling Bio-Based Polyurethane: Molecular-Level Engineering and Chemical Decoding
When seeking approval for supply chain technical proposals from major multinational corporations, relying solely on vague marketing buzzwords like “green and eco-friendly” (greenwashing) will not only fail to pass compliance audits but will also raise doubts among legal and technical compliance officers. To thoroughly dispel the concerns of safety decision-makers regarding sustainable personal protective equipment (PPE), it is essential to delve into the microscopic fundamentals of materials science and analyze the molecular chain restructuring logic of Bio-Based Polyurethane. Through concrete evidence grounded in polymer chemistry, demonstrate how it achieves both industrial-grade performance and disruptive decarbonization without compromising any mechanical protective properties.
From Petroleum Cracking to Agricultural Biomass: Reengineering the Polyol Pathway
The polyurethane (PU) coatings used in traditional industrial protective gloves are, by their very nature, products of energy-intensive crude oil cracking. From the extraction of petroleum-based monomers to complex hydrogenation and polymerization, the upstream supply chain carries a heavy carbon footprint. The new generation of bio-based polyurethane fundamentally reverses this situation by reengineering the underlying polymer synthesis pathway:
Renewable Feedstock: The synthesis of traditional PU relies heavily on polyols derived from crude oil cracking. Bio-based technology eliminates the reliance on non-renewable petrochemical resources, instead utilizing renewable agricultural biomass resources (such as vegetable oils, industrial corn stillage, and natural soybean extracts) as starting materials.
Advanced Bio-Synthesis: The scientific community utilizes advanced biofermentation and precision catalytic technologies to convert these plant-based materials into high-purity bio-based polyol monomers. In the subsequent polycondensation reaction, these monomers are precisely incorporated into the molecular network of the polyurethane.
Quantifiable Carbon Reduction: By leveraging this innovative polyol pathway, the bio-based carbon content in the cured finished coating—verified through authoritative testing—can consistently reach 30% to over 60%. This means that, right at the very source of glove manufacturing, companies have successfully reduced a significant amount of embodied carbon emissions across the global supply chain.
Segmented Block Copolymer Architecture: Analyzing Hard and Soft Segment Cross-Linking Density
The primary concern among many frontline EHS safety officers is: “Will glove coatings made from plant or corn extracts degrade, age, or tear as easily as natural latex?” This is a complete misunderstanding of modern polymer-modified mechanical systems.
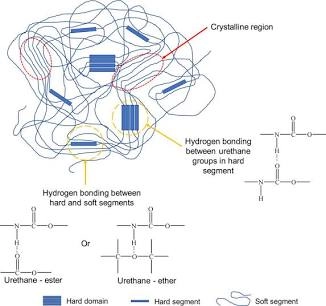
At the molecular level under a microscope, high-quality bio-based polyurethane, once cured, not only perfectly replicates but even optimizes the classic segmented block copolymer architecture of traditional petroleum-based PU:
Hard Segment Cross-linked Network: Clusters of hard segments formed by the reaction of isocyanate with chain extenders construct a high-density, rigid three-dimensional cross-linked network. This region acts as a “molecular skeleton,” serving as the core that enables the glove to resist cutting forces, severe mechanical abrasion, and tearing, ensuring exceptional mechanical durability when encountering sharp metal edges.
Soft Segment Elastic Matrix: The soft segment region, composed of long chains of bio-based polyols, endows the coating with exceptional molecular chain flexibility and matrix resilience. Acting as an “elastic matrix,” it undergoes high-frequency elastic deformation in response to the bending of the worker’s finger joints, providing ultimate ergonomic comfort and sensitive tactile feedback.
This precise match in microscopic cross-linking density ensures that bio-based polyurethane coatings meet the same high standards as conventional petroleum-based products in terms of tensile strength, elongation at break, and peel resistance. There is absolutely no risk of large-scale cracking of the coating surface or premature weathering and peeling.
Eliminating Volatile Organics: Why a 100% DMF-Free Line Is a Non-Negotiable Dermatological Requirement
In occupational safety audits conducted by leading global manufacturing groups, in addition to carbon emissions metrics, the occupational health and dermatological safety of frontline workers are also red lines that can result in a veto by the legal department. During the dipping process for traditional low-end PU gloves, large amounts of dimethylformamide (DMF) are typically added as a chemical solvent to maintain the polymer’s liquid flowability.
However, DMF is a volatile organic compound (VOC) that is highly prone to residue and has potential toxicity:
Occupational Health Hazards: When frontline workers who wear low-end traditional PU gloves for extended periods sweat and their pores open, trace amounts of residual DMF can directly penetrate the skin, causing severe contact dermatitis, eczema, and even cumulative liver and kidney toxicity. This often serves as a “time bomb” that leads to frequent, forceful complaints from labor unions against multinational corporations overseas and triggers massive medical malpractice lawsuits.
100% Pure Solvent-Free Process: Leading manufacturers have fully adopted green curing processes—such as pure aqueous suspension or completely solvent-free (Solvent-Free) methods—in the production of next-generation bio-based PU coatings.
Resetting Ecotoxicological Standards: By eliminating the addition of organic solvents at the source of the process, the product is not only 100% DMF-free and free of any pungent, volatile odors, but has also successfully passed the most stringent ecotoxicological testing under the OEKO-TEX® Standard 100. This establishes an impenetrable defense for skin health, effectively reducing the overall legal risks across multinational corporations’ supply chains to zero.
Fluid Mechanics at the Micro-Scale: How Open-Cell Honeycomb Structures Generate Superior Grip
In modern industrial manufacturing, “glove slippage” is the leading cause of workplace accidents and reduced assembly efficiency. When frontline workers handle workpieces coated with condensation, cutting fluid, or light stamping oil, traditional solid-rubber gloves are highly prone to forming a discontinuous liquid slip film on the contact surface. From a fluid dynamics perspective, this slip film completely isolates the rubber from direct contact with the workpiece surface, leading to instant loss of control. The ingenuity of the new generation of Bio-Based PU Coatings lies in their ability to reconfigure the geometric topology that controls fluid motion at the microscopic level, thereby delivering remarkable microporous grip even under the most extreme oil-and-water conditions.
The Microcellular Matrix: Anatomy of Microporous Open-Cell Geometries
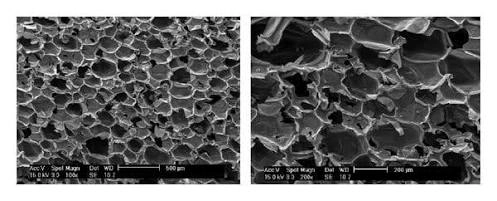
To understand the technical principles behind this extraordinary grip, we must first examine the microstructure of the coating. Under advanced wet impregnation and thermosetting control processes, as bio-based polyurethane molecules crystallize on the substrate surface, they do not form a seamless, dense hard shell, but rather evolve into a dense Microcellular Matrix.
Open-Cell Honeycomb Structures: Under high-magnification microscopy, the surface of this coating is covered with millions of open-cell honeycomb cavities, each measuring only a few micrometers in diameter.
High Three-Dimensional Connectivity: Unlike traditional closed-cell foaming technologies, these micropores are spatially interconnected and interwoven. This porous geometric topology not only significantly enhances the glove’s 360° breathability and heat dissipation but also endows the entire rubber surface with sponge-like fluid-retention capacity and structural rigidity, forming the anatomical foundation for all subsequent fluid dynamic responses.
Eradicating Liquid Barriers: Capillary Action Under Transient Fluid Exposure
When workers use gloves to handle metal sheets contaminated with nonpolar cutting oil or water-based condensate, transient fluid exposure occurs at the contact surface. At this moment, the fluid dynamics mechanism of the microporous matrix is instantly activated, powerfully breaking down and removing the liquid barrier:
High-Efficiency Capillary Action: According to the Lewis-Picard law of fluid dynamics, liquids in microchannels generate strong surface tension-driven forces. When the rubber surface of the glove presses against the workpiece, the liquid at the contact boundary does not spread out under physical compression but is instantly drawn into these highly interconnected micron-scale honeycomb cavities.
Instant Fluid Evacuation: These microscopic capillary channels act like countless high-speed micro-drains, rapidly diverting and transferring the boundary fluid—which hinders friction generation—deep into the coating within the microseconds it takes for contact to occur. This mechanism completely prevents the formation of a “hydraulic oil film” between the glove and the workpiece that causes slippage, clearing the way for the subsequent physical bonding.
The Vacuum Micro-Suction Cup Phenomenon: Delivering High Gripping Torque for Behavioral Safety
Once the liquid at the contact interface is completely drained by capillary action, the bio-based polyurethane polymer achieves seamless, molecular-level adhesion to the workpiece surface. At this point, a powerful physical-mechanical effect emerges—the Vacuum Micro-Suction Cup Phenomenon.
Microscopic Negative Pressure Effect: When the micro-pores, from which liquid has been drained, undergo physical elastic deformation due to mechanical pressure applied by the hand, the air or residual trace amounts of fluid within the cavities are expelled; when pressure is maintained or a slight displacement occurs, the micro-pores attempt to rebound, thereby creating microscopic localized negative pressure within the cavities that is invisible to the naked eye.
Explosive High Gripping Torque: These millions of micro-pores instantly transform into “micro-suction cups” that adhere tightly to the surfaces of metal, glass, or plastic substrates. Working in concert, these micro-suction cups provide extremely high shear resistance and gripping torque. Even when handling steel plates coated with high-viscosity rust-preventive oil, the grip remains rock-solid, eliminating the slight displacement and relative slippage commonly seen in traditional cut-resistant work gloves during heavy-load gripping.
Empowering Behavioral Safety: From the underlying logic of workshop EHS management, this robust fluid-dynamic gripping force can directly alter workers’ operational behavior. When gloves provide an extremely high level of mechanical grip security, workers no longer need to consciously tense their fingers excessively to cling tightly to workpieces. This not only significantly alleviates hand muscle fatigue and strain caused by long work cycles but also curbs, at the source, the phenomenon of workers removing their gloves without authorization due to them being “too slippery or too tiring,” thereby achieving a closed-loop leap from material innovation to behavioral safety compliance.
Head-to-Head Material Benchmarks: Bio-Based PU vs. Mainstream Global Coating Polymers
In the practical operations of multinational supply chains, procurement decisions must ultimately be grounded in quantifiable data metrics. When evaluating bidders’ proposals, technical bid auditors at major multinational manufacturers never rely solely on textual descriptions; instead, they require rigorous cross-comparisons of mechanical parameters and environmental compliance data. To provide global procurement executives with an absolutely objective, E-E-A-T-compliant basis for technical decision-making, this chapter presents in-depth reviews and rigorous quantitative testing of the physical properties, environmental footprint, and chemical residues of the four major mainstream industrial protective glove coatings currently available on the market.
Cross-Reference Performance Mapping of Sourcing Parameters
When drafting threshold clauses for technical bid documents, the procurement department’s primary objective is to prevent suppliers from engaging in low-bid arbitrage by exploiting opaque parameter information. The table below provides a multidimensional mapping of sourcing parameters, offering a comprehensive breakdown of the physical, mechanical, and environmental performance metrics of new bio-based polyurethane coatings compared to traditional petrochemical-based PU, nitrile rubber, and natural latex:
| Performance Metric | Next-Gen Bio-Based PU Coating | Traditional Petroleum PU | Industrial Micro-Foam Nitrile | Natural Rubber Latex |
| Upstream CO2 Reduction | 30% – 60%+ Reduction | 0% (Baseline Fossil Footprint) | 0% (High Hydrocarbon Cost) | Moderate (Heavy Processing) |
| Dry / Light Oil Grip | Premium (Capillary Open-Cell) | High (Slick Surface Profile) | Maximum (Heavy Oil Absorption) | Moderate (Prone to Swelling) |
| Tactile Sensitivity | Ultra-Thin (18G / 21G Fit) | Thin (Standard 13G / 15G) | Medium-Thick (Dense Lattice) | Thick (Bulky Material Layer) |
| Abrasion Longevity | Martindale Level 3 to 4 | Martindale Level 3 to 4 | Martindale Level 4 (Maximum) | High Initial Tear Resistance |
| DMF & VOC Residues | 100% DMF-Free Certified | Tracing DMF Solvent Risks | Low-to-Medium Residues | Basic Wash Curing Process |
| Breathability Rating | 360° Open-Cell Air Flow | Fully Sealed (Low Comfort) | Medium Breathability | Non-Porous (Heavy Sweat) |
As clearly shown in this matrix, Bio-Based PU Coatings have achieved a generational leap forward in two highly challenging ecological dimensions: upstream emissions reduction and the complete elimination of harmful volatile compounds (100% DMF-free). Furthermore, in terms of tactile sensitivity and grip performance under slightly oily conditions, they firmly hold a position among the industry’s top performers.
Mechanical Abrasion Longevity and Industrial Laundering Resilience
To assess the true commercial value of a pair of cut-resistant work gloves, one cannot simply look at the “initial purchase price” listed in the procurement contract; instead, one must thoroughly calculate the total cost of ownership (TCO) over the product’s entire lifecycle. The key metrics that determine TCO are precisely the physical abrasion resistance of the coating and its resistance to aging during industrial laundering.
Martindale Abrasion Test
In the Martindale abrasion test specified by the international standard EN 388, the coating must withstand continuous, heavy-load rotational friction from high-pressure sandpaper under a set negative pressure.
Traditional low-end synthetic rubber coatings are highly prone to surface flaking, cracking, or localized wear-through after just a few hundred cycles, due to thermal breakage of the polymer chains.
In contrast, modern high-performance bio-based polyurethane, with its highly cross-linked network of hard block copolymer segments, provides an exceptionally resilient barrier against abrasion. Its cured polymer lattice efficiently disperses concentrated frictional heat over a large area, allowing it to easily and consistently pass the most rigorous mechanical abrasion cycle tests at Level 3 and even Level 4.
Industrial Laundering Resilience
In pursuit of maximum decarbonization and cost control, modern multinational manufacturing facilities have widely adopted a lean material management model characterized by “centralized distribution, high-frequency collection, and periodic industrial laundering.” This means that gloves must be able to withstand multiple—or even dozens of—cycles of immersion, chemical detergent stripping, and high-temperature drying under standard industrial heavy-duty washing processes at temperatures ranging from 40°C to 60°C.
After just 2–3 washes, conventional gloves undergo polymer hydrolysis or solvent leaching in the rubber matrix, causing the surface to rapidly harden, become brittle, and peel off like paper, rendering the cut-resistant gloves unusable.
In contrast, bio-based polyurethane polyols possess highly stable chemical inertness and a dense three-dimensional molecular lattice. Not only do they exhibit strong physical resistance to common weak acid and alkali detergents, but even after dozens of repeated industrial wash cycles, the internal polymer cross-linking network maintains zero structural degradation.
This significantly extends the service life of the gloves, resulting in a dramatic reduction in the cost-per-use, and helps the logistics and warehousing departments of multinational corporations achieve dual strategic compliance in both emissions reduction and cost savings.
Showcasing the Precision Matrix: Aligning Bio-Based Coatings with Technical Cut-Resistant Liners
In modern polymer engineering practice, no top-tier protective coating can exist in isolation. The ultimate mechanical performance of a pair of high-performance cut-resistant gloves depends largely on the interfacial adhesion and synergistic effects between the polymer coating and the underlying woven liner. If the liner structure is too loose, it not only causes severe strike-through of the adhesive during heavy impregnation—making the glove interior stiff and uncomfortable against the skin—but also completely disrupts the coating’s original microporous stress-dissipating architecture.
To translate this cutting-edge green polymer material theory into quantifiable manufacturing productivity, the SQG® laboratory has established a precision protective matrix through precise textile engineering adjustments, seamlessly integrating a high proportion of renewable materials with a robust mechanical defense system.

The Precision Standard: BFK3-610 (ANSI A3 / EN388 Cut Level C Equivalent)
For precision electronic micro-assembly, semiconductor cleanrooms, and food supply chain environments with strict controls on chemical migration, the SQG® BFK3-610 sets the industry standard for eco-friendly precision protection.
18-Gauge Seamless Knitting: This model (see Figure 1) features a microscopic upgrade at the source of knitting density. Utilizing a precision 18-gauge knitting process, it blends bio-based fibers derived from natural plant sources with SQG’s patented TekArmor® composite yarn in a golden ratio, successfully reducing the overall thickness of the fabric substrate.
Ultimate Bare-Hand Sensitivity: A single-layer coating of ultra-thin Bio-based PolyMax on the palm, combined with the 18-gauge lining, provides workers with near-bare-hand tactile sensitivity and zero-resistance freedom of joint movement. This not only allows frontline workers to easily handle micron-sized electronic components but also fundamentally resolves the safety hazard of workers improperly removing gloves due to the bulkiness and clumsiness of traditional gloves.
Balanced Protection: While maintaining extreme thinness, the gloves consistently meet the ANSI A3 / EN388 Level C standard for cut resistance, providing perfect defense against sudden abrasions from metal edges and cuts from sharp components on the assembly line.
The High-Slip Industrial Workhorse: BFK6-620 with Nano-Sandy Mechanical Interlocking
In heavy machinery manufacturing, sheet metal fabrication, and automotive assembly shops filled with high-viscosity stamping oils and metal cutting fluids, combating “severe oil contamination combined with extremely high shear forces” is a classic challenge faced by corporate EHS departments. SQG® BFK6-620 is specifically designed for these high-risk, slippery working conditions.
18-Ply Heavy-Duty TekArmor® Liner: Also based on the highly responsive and elastic 18-ply bio-based/TekArmor® composite cut-resistant fiber grid (see Figure 1), it provides a high-tensile base for the entire hand that balances flexibility with resistance to physical tearing.
Nano-Sandy Surface Treatment: Unlike standard smooth or foam-coated surfaces, the bio-based polyurethane coating of the BFK6-620 undergoes a proprietary nano-scale sanding process during the curing stage. This treatment exponentially increases the original microporous surface area, creating a microscopic, rugged topography resembling an interplay of miniature peaks and valleys.
Mechanical Interlocking: When encountering heavy steel plates coated with large amounts of drawing oil or mechanical rust-preventive oil, the nano-sandy surface and the capillary drainage mechanism of the micro-pores trigger a combined mechanical response, instantly gripping the contact surface to form a powerful physical interlock. Combined with ANSI Grade A6 high-shield protection, it provides near-unprecedented slip resistance under extreme shear stress, effectively eliminating the frequent occurrence of severe finger-amputation accidents caused by oil-induced slippage in the heavy industry sector.
The Absolute Hazard Shield: BFX4-689C (ANSI A4 / EN388 Cut Level D Fully Coated Vector)
As a cutting-edge masterpiece of modern knitted protective engineering, the SQG® BFX4-689C takes “total liquid barrier” and “extreme physical cut resistance” to unprecedented technological heights.
Knit Fabric: 21-Gauge Ultra-Fine Knit (21-Gauge Matrix): This model (see Figure 1) breaks through the physical limits of textile machinery to achieve an ultra-thin, seamless 21-gauge blend. It achieves a molecular-level precision blend of lightweight bio-based fibers, high-strength HPPE fibers, and ultra-fine metal microfibers (Metal Fiber) that are virtually invisible to the naked eye, pushing the glove’s thinness and form-fitting comfort to a revolutionary extreme.
360-Degree Fully Coated Liquid Barrier (Fully Coated Vector): Designed for harsh workshop environments where the entire hand is frequently exposed to cutting fluid splashes, water immersion, or condensation droplets, this model employs a Fully Coated (fully rubberized) process. The bio-based X-Plus polyurethane coating provides 360-degree coverage across the entire palm and back of the hand, creating an insulating barrier that blocks the penetration of industrial liquids and prevents harmful chemicals from directly irritating the worker’s skin.
Combining High Protection with a Bare-Hand Feel: Traditional fully coated cut-resistant gloves often feel like heavy, rigid shells, making it difficult to make a fist once fully coated. However, the BFX4-689C, featuring a 21-gauge microfiber lining and bio-based polyurethane with exceptional elastic recovery, delivers ANSI A4 / EN388 Level D high-cut resistance while maintaining the ultimate flexibility and breathability of a “second skin,” completely reshaping the market landscape for high-grade, full-protection cut-resistant work gloves.
Eradicating Greenwashing: The Global Sourcing Officer’s Rigorous Audit Checklist
With the surge in global “green procurement” budgets, the international personal protective equipment (PPE) market is facing an unprecedented wave of “greenwashing.” Many substandard workshops and traditional traders lacking material R&D capabilities have begun flooding white papers and technical proposals with vague marketing terms such as “eco-friendly,” “nature-inspired,” or “sustainable polymer” in an effort to make it onto the shortlists of multinational manufacturers.
However, within rigorous B2B supply chain management systems, environmental claims lacking support from third-party quantitative data not only constitute potential compliance fraud but also harbor significant legal and reputational risks. As a rational Global Sourcing Officer, it is essential to establish a written, tamper-proof, and rigorous audit checklist. By applying the strictest international certification standards, we can thoroughly block and eliminate low-end supply chains that attempt to wage low-price wars through cutting corners and falsifying credentials.
Validating Environmental Integrity: ASTM D6866 Isotope Testing & Global ECO Standards
To verify whether a supplier’s “Bio-Based PU Coatings” are genuine, one must not rely on the visual appeal of their marketing presentations but rather on whether they can provide a “DNA test report” from the field of polymer chemistry.
Insist on reviewing the ASTM D6866 carbon isotope testing report: This is the key technical tool for exposing “fake sustainability.” ASTM D6866 is an international standard method that uses radioactive carbon-14 (Carbon-14 Isotope Testing) to determine the exact percentage of bio-based content in solid, liquid, or gas samples. Because fossil fuels (crude oil, coal) have undergone tens of millions of years of geological evolution, the Carbon-14 within them has long since decayed completely; whereas agricultural biomass grown in recent years (such as corn and vegetable oils) contains Carbon-14 that is in equilibrium with the contemporary atmosphere. Through high-precision measurements using a mass spectrometer, it is possible to determine with extreme accuracy exactly what proportion of the carbon in the coating comes from modern plant sources (Modern Carbon). Compliance: Compliant bid documents must require suppliers to provide the original ASTM D6866 certificate for the rubber surface of the specific glove model, verifying that the bio-based carbon content is consistently between 30% and over 60%. Any supplier unable to provide this test result may be directly classified as “pseudo-bio-based” and automatically disqualified.
Verification of Global ECO Standards Certification: A truly low-carbon supply chain must guarantee absolute safety for human health throughout the entire production process. Procurement officers should require bidders to provide a valid OEKO-TEX® Standard 100 certification. This certification not only subjects the product’s entire supply chain to extremely rigorous chemical safety screening but also ensures that the gloves will not release any carcinogens or sensitizing dyes onto workers’ skin during prolonged wear in the workshop.
Implementation of 100% DMF-Free Green Processing Self-Certification: Residuals of the traditional solvent dimethylformamide (DMF) are the primary cause of skin disease claims among frontline workers. Compliance audit processes must include on-site verification of suppliers’ “solvent-free/pure aqueous phase” curing production lines, or review of their zero-DMF residue test reports issued by international testing agencies (such as SGS, TÜV, or ITS), thereby eliminating the black hole of labor complaints caused by volatile organic compounds (VOCs) at the source.
Verifying Mechanical Security: Notified Body CE Category II Certificates & Unmodified TDM Data
Once environmental criteria have been met, the second half of the audit must return to the fundamental purpose of personal protective equipment: “Does it actually protect workers’ hands?” In technical bidding processes, one must be absolutely vigilant against malicious low-price bidding practices by suppliers, such as “borrowing certificates,” “tampering with reports,” or “passing off low-cut-resistance models as high-cut-resistance models.”
Cross-checking CE Category II Certificates via Official Databases (Notified Body Verification): For PPE such as cut-resistant gloves, which are designed to protect against medium-to-high mechanical risks, EU regulations require CE Category II (medium-risk) certification. This certification cannot be self-declared by the manufacturer; it must be issued by an EU-authorized Notified Body (such as SATRA, CTC, Centexbel, etc.) following rigorous type testing of the factory. Upon receiving a copy of the certificate, procurement officers must log in to the official verification portals of the Notified Body, enter the certificate number, the factory’s full English name, and the specific cut-resistant glove model word for word, and conduct a thorough verification of the certificate’s authenticity and validity to strictly prevent counterfeiting.
Strictly Verify Unaltered Raw Data from EN 388 / ISO 13997 TDM Tests: Traditional cut resistance tests (Cut Tests) are prone to errors due to the blunting effect of high-performance fibers on grinding wheels. In modern B2B procurement tenders, the ISO 13997 TDM shear cut resistance test must be used as the sole, mandatory evaluation criterion. Procurement officers must request complete, unedited laboratory PDF reports (Unmodified TDM Data) that have not been cropped or pixelated:
Verify Actual Newton Ratings: Carefully inspect the actual physical force in Newtons applied by the testing machine to cut through the glove’s rubber surface. For example, to achieve true ANSI A4 / EN388 Level D cut resistance, the cut-through force must firmly exceed the critical threshold of 15 Newtons.
Cross-check the lining composition: Carefully examine the “Sample Description” section of the report to confirm the actual measured weight of the glove lining, knit density (e.g., 18-gauge or 21-gauge), and whether it explicitly includes metal fibers or specialized cut-resistant yarns. Be vigilant against suppliers who present a compliance report for “full-metal-fiber high-cut-resistant gloves” but secretly substitute them with “low-grammage, substandard gloves without metal fibers” during actual bulk delivery. This pixel-level technical verification establishes an impenetrable legal compliance loop, leaving unscrupulous, substandard workshops with no place to hide in the face of hard, black-and-white data.
Expert FAQ: Overcoming the Final Hurdle of Psychological Resistance in Corporate Tenders
In global volume sourcing for multinational corporations, the approval of technical bids and compliance with qualifications is often just the first step. To ensure the smooth rollout of the next generation of low-carbon protective equipment across major overseas manufacturing sites, procurement decision-makers, VPs of logistics and supply chain, and frontline EHS site managers typically need to overcome the final psychological hurdle. Below are professional, data-driven technical responses from the SQG® Polymer Engineering Laboratory addressing common technical concerns frequently encountered by multinational corporations during technical bidding and operational deployment.
Q1: Do bio-based PU coatings degrade or rot prematurely during maritime transit or long-term warehouse storage?
Answer: Absolutely not. This is a classic misconception in the industrial safety and protective equipment sector, stemming from procurement decision-makers confusing the two distinct material science concepts of “bio-based” and “biodegradable.”
The fundamental chemical difference: “Biodegradable” materials (such as PLA or PBAT) are designed from the outset to contain ester chains that are susceptible to attack by microorganisms, humidity, and specific temperatures, to rapidly break down and decompose naturally in soil after disposal. Bio-based PU coatings, however, are entirely different. They merely replace non-renewable fossil crude oil with renewable plant or agricultural biomass (biomass polyols) at the very source of polymer synthesis to produce polyol monomers.
Robust molecular chain topology: Once these biomass monomers undergo polycondensation with isocyanates to cure and cross-link into a three-dimensional block copolymer lattice structure, the resulting molecular lattice exhibits no fundamental difference from traditional petroleum-based PU in terms of chemical stability, weather resistance, and physical lifespan against aging.
Withstands Harsh Maritime Conditions: During frequent international maritime transit, gloves are often subjected to high temperatures, high humidity, and salt spray corrosion for weeks at a time. The SQG® bio-based glove series has passed rigorous simulated wet-heat aging tests, with the cured coating demonstrating exceptional hydrolytic stability and resistance to UV radiation. Whether stored in high-humidity overseas transit warehouses or subjected to rolling inventory cycles lasting 2 to 3 years in large central security logistics warehouses, the coating will never exhibit premature weathering, brittleness, cracking, or degradation of mechanical and physical properties.
Q2: Why are 18-gauge and 21-gauge high-density knit beds the optimal carriers for bio-coatings?
Answer: From the perspective of the synergy between advanced knitting technology and micro-coating processes, 18-gauge and 21-gauge high-density seamless knitting technology serves as an indispensable physical substrate for bio-based polyurethane coatings to achieve optimal performance.
Eliminating Strike-Through: Traditional 13-gauge or 15-gauge cut-resistant liners have relatively coarse knit meshes per inch, resulting in excessive gaps between fiber bundles. When the gloves are immersed in liquid low-carbon polyurethane emulsion, the liquid polymer easily penetrates the gaps in the fabric under pressure, seeping directly through and curing on the inner surface of the gloves. This common industry issue is technically referred to as “strike-through” or “bleed-through.” Once strike-through occurs, the cured polyurethane comes into direct, high-frequency mechanical friction with the worker’s skin, causing redness, swelling, and discomfort, while making the entire glove abnormally stiff and completely losing the feel of bare hands.
Constructing a dense microporous grid: In contrast, SQG® employs 18G and 21G high-density knitting technologies (see Figure 1), weaving exponentially more ultra-fine cut-resistant filaments per square inch. This airtight, ultra-high-density fabric substrate (High-Density Knit Beds) provides a silky-smooth, uniform physical surface for the dipping process.
Achieving a Micron-Level Ultra-Thin, Uniform Coating: When the fine inner lining comes into contact with the liquid bio-based PU, the dense fabric grid acts as a natural physical sieve, securely confining the coating liquid to the outer layer and achieving 100% zero penetration. This not only ensures that the glove’s inner surface perfectly retains the original skin-friendly, dry, and highly ergonomic comfort of the fibers but also allows factories to apply micron-level ultra-thin, continuous, and uniform palm-dipped or fully dipped coatings. This ultra-thin rubber surface, combined with the microporous capillary drainage matrix (Microporous Grip), ultimately delivers the cutting-edge experience of the BFK3, BFK6, and BFX4 series, which combine extreme cut resistance, all-weather grip, and the ultra-sensitive feel of bare-handed manipulation.
Q3: How can a global enterprise mathematically quantify Scope 3 CO2 reductions by switching to bio-based work gloves?
Answer: The ESG compliance teams at modern multinational corporations require quantifiable mathematical models in black and white, not vague low-carbon visions. Through a standardized product life cycle carbon footprint (LCA) accounting system, SQG® provides global supply chain executives with clear, quantifiable reduction formulas that can be directly incorporated into annual sustainability reports (Sustainability Indices).
Conclusion: Future-Proofing Global Sourcing Channels via Low-Carbon PPE Systems
In the dynamic landscape of multinational supply chain management, the comprehensive transformation of traditional supply chain channels into low-carbon PPE systems is no longer merely a matter of corporate ethics but rather a strategic compliance investment aimed at ensuring business certainty and legal security for decades to come.
Through the in-depth, multidimensional analysis of materials science and microfluidics presented in this paper, we have clearly demonstrated that the new generation of Bio-Based PU Coatings has completely overturned and shattered the outdated industry myth that “environmental friendliness must come at the expense of protective performance.” Not only do they fully match or even surpass the abrasion longevity of traditional petroleum-based PU in terms of molecular chain cross-linking networks, but at the microscopic level, they also leverage the capillary effects of an open-cell honeycomb matrix and a vacuum micro-suction mechanism to provide gloves with unparalleled microporous grip in harsh oil and water environments.
For global procurement executives and EHS directors tasked with the dual responsibilities of corporate green transformation, asset risk mitigation, and employee safety, incorporating these eco-friendly cut-resistant work gloves—featuring high-density 18-gauge and 21-gauge lining technology, eliminating DMF occupational health risks, and backed by internationally recognized testing certifications—into the group’s long-term centralized procurement specifications represents a forward-looking strategic move to secure a competitive edge. On the eve of increasingly stringent international carbon tariffs and the imminent implementation of Scope 3 carbon audit requirements, proactively cutting carbon footprints at the source of high-consumption industrial PPE and establishing green compliance barriers is the ultimate solution for multinational manufacturing giants to build a comprehensive safety moat and achieve a leap in sustainable productivity across their global supply chains.
Get full access to our whitepapers on cut-resistant work gloves lifecycle carbon data sheets or request a customized Free Sample Pack of our next-gen bio-based gloves (BFK3/BFK6/BFX4) for on-site wear testing. Contact the SQG® International Sourcing Team to eliminate legal and safety vulnerabilities in your cross-border supply chain.

